
Полное руководство по сборке коробки “крышка-дно”: от расчетов размеров до финишной сборки








Кашированные коробки с системой «крышка-дно» — это упаковка премиум-класса, которая защищает товар и усиливает восприятие бренда. Конструкция состоит из двух отдельных элементов: нижней части (дна) и верхней (крышки), которые плотно соединяются без зазоров. Такие коробки выбирают для дорогой косметики, ювелирных изделий, электроники — товаров, требующих презентабельной упаковки. Сборка коробки «крышка-дно» требует точной калибровки размеров: даже отклонение в 1 мм нарушит герметичность.
Процесс начинается с выбора картона. Для каширования подходит марка SBS (натуральный целлюлозный слой) или FBB (вторичные волокна с мелованным покрытием). Толщина варьируется от 250 до 600 г/м² — например, для флакона духов 100 мл достаточно 300 г/м², а для бутылки вина 0,7 л — 450 г/м². После нарезки заготовок их ламинируют плёнкой OPP, PET или бумагой с тиснением. Это увеличивает износостойкость упаковки на 25–30%.
Cкидка 10% за отзыв наТехнология сборки коробок «крышка-дно»: от заготовки до готового изделия
Производство включает три этапа: препресс (дизайн и вёрстка), печать и постпечатная обработка. Сначала на плоттере вырубают заготовки с клапанами для склейки. Погрешность при резке не превышает 0,3 мм. Затем наносят клей на клапаны дна — используют ПВА или термоплавкий состав. Крышку собирают отдельно, оставляя один клапан незафиксированным для вложения товара.
Отличия ручной и автоматизированной сборки
Ручной метод подходит для малых партий (50–300 шт.). Рабочий загибает клапаны, прижимает их на 5–7 секунд для схватывания клея. Время сборки одной коробки — 3–4 минуты. На автоматических линиях (например, Horizon BQ-470) процесс ускоряется до 15 коробок в минуту. Машины:
- подают заготовки с конвейера;
- наносят клей точечно, без излишков;
- сушат клапаны ИК-излучением;
- проверяют геометрию лазерным сканером.
Критерии выбора материалов для кашированных коробок
Картон SBS подходит для сложной печати металлизированными красками, FBB — для ламинирования текстурной плёнкой. Каширование выполняют двумя способами:
- холодное (клей наносят на картон, затем прижимают плёнку);
- горячее (плёнку расплавляют, создавая адгезию с основой).
Для влагостойкости выбирают плёнку PET 25 мкм — она выдерживает контакт с водой до 48 часов. Если нужен тактильный эффект, используют Soft Touch-ламинацию. В Москве заказы на такие коробки часто включают тиснение фольгой — например, для подарочных наборов элитного чая.
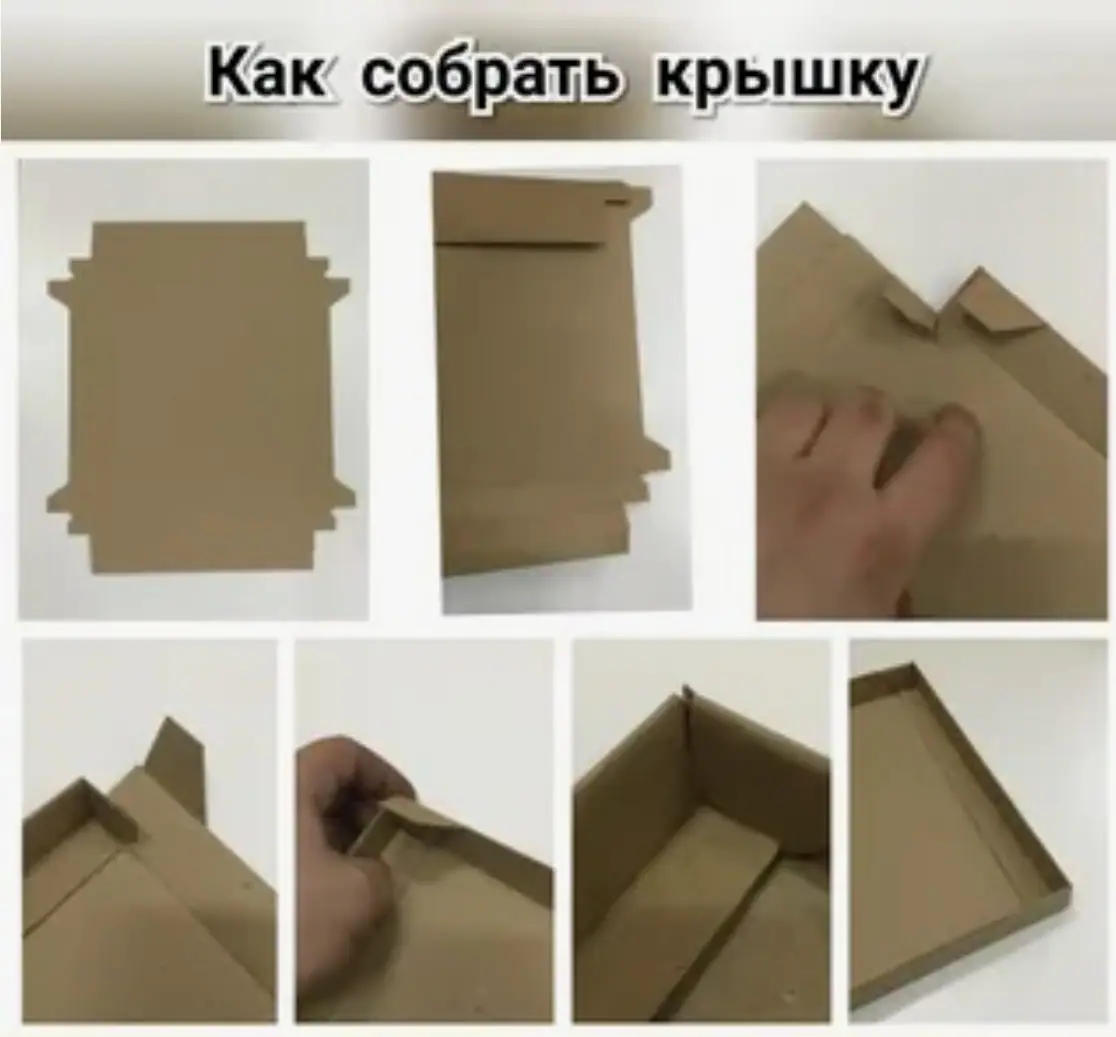
Как избежать деформации при сборке
Проблемы возникают при неправильном хранении заготовок. Картон должен лежать в горизонтальном положении при влажности 50–60%. Перед склейкой материал акклиматизируют 24 часа в цеху. Если крышка не надевается, проверьте:
- соответствие размеров дна и крышки (дно шире на 1,5–2 мм);
- отсутствие изгибов на клапанах;
- равномерность нанесения клея.
Особенности дизайна кашированных коробок с раздельной крышкой
Печать наносят до каширования, иначе краска не закрепится. Используют офсет (для градиентов) или флексографию (для сплошных цветов). Тренд 2024 — комбинирование матовых и глянцевых участков на одной коробке. Например, логотип лакируют, а фон оставляют матовым. Для персонализации добавляют:
- вырубные окна с плёнкой;
- ленты-петли для удобного открывания;
- магнитные клапаны (как в luxury-косметике).

Почему кашированные коробки выбирают для пищевой упаковки
Ламинирование плёнкой защищает от жира и запахов. Например, коробки для конфет Raffaello имеют двойной слой каширования: внутренний — антиадгезионный, внешний — глянцевый. Для сыпучих продуктов (чая, кофе) в дно встраивают zip-лок — это продлевает срок хранения на 30%.
Контроль качества сборки: как проверить коробку
Готовые изделия тестируют по ГОСТ 7376–89. Основные параметры:
- прочность на разрыв (от 7 кгс/см²);
- сопротивление продавливанию (не менее 400 кПа);
- влагостойкость (выдерживают 72 часа при 85% влажности).
На производстве TPRINT используют пневматический пресс: коробку помещают под давление 2 атм и проверяют на деформацию. Если крышка слетает, партию отправляют на переделку. Для клиентов из Москвы доступен выездной контроль — инженер приезжает на склад заказчика и берёт 10 случайных коробок из партии.
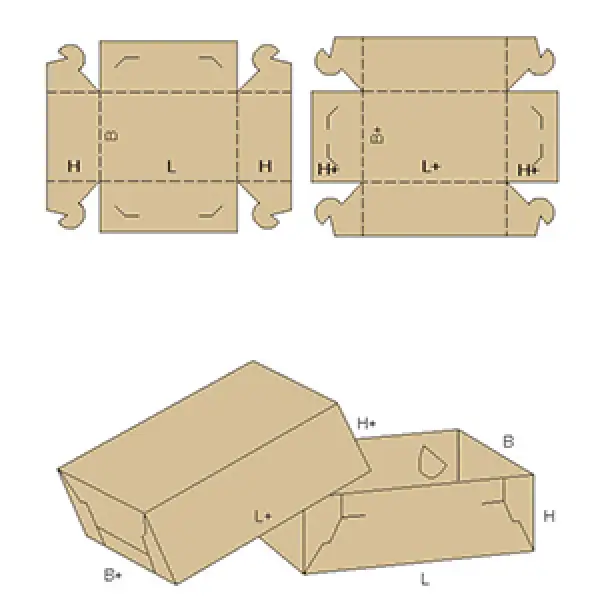
Стандартные размеры и нестандартные решения
Популярные габариты дна (Д×Ш×В):
- 100×100×50 мм — для мыла ручной работы;
- 200×150×80 мм — для наушников в кейсе;
- 300×200×100 мм — для бутылок шампанского.
Для нестандартных форм (сердец, шестиугольников) используют лазерную резку. Минимальный тираж — 500 шт. Важно усилить углы дополнительными клапанами — это предотвращает расхождение швов.
Экологичность кашированных коробок: мифы и реальность
80% заказчиков просят заменить плёнку на крафтовую бумагу, считая её «зелёной». Но бумага без ламинации впитывает влагу — коробка деформируется за 2 недели. Альтернатива — плёнка PLA из кукурузного крахмала. Она разлагается за 6 месяцев в компосте, но стоит на 40% дороже обычной. TPRINT предлагает гибридные решения: каширование только внешней стороны, а внутреннюю покрывают соевыми чернилами.
Сборка коробки «крышка-дно» — процесс, требующий точности на каждом этапе. Например, при заказе партии 1000 шт. срочность увеличивает стоимость на 15%, но гарантирует доставку за 5 дней. Проверьте образцы: крышка должна открываться без усилий, а дно — выдерживать двойной вес товара. Если нужно снизить бюджет, кашированные коробки можно заказать с упрощённым дизайном — однотонная печать + тиснение логотипа.








Спасибо за Ваш отзыв!
Отзывов пока нет. Напишите первым.